


Our Laser Services – Overview
Laser Marking
Contactless and permanent product labeling and finishing of
Laser Stucturing
Contactless structuring of Plan and coated surfaces by
Laser Fine Cutting

Contactless cutting of any contours in
LaserProcesses

Development and optimization of Laser Prozesses by measuring and analysis of
About Mann LaserApps
Mann LaserApps is an Engineering Firm und Service Provider for
located in Reutlingen. We process individual items and small series with high quality Fiber Lasers and supply to industrial and private customers.
About the Founder

Rainer Mann, Graduate Physicist
30 years of Application experience in:
Laser Material Processing
– Laser marking
– Laser structuring
– Laser micro cutting
– Laser micro welding
Laser Beam Analysis
– Laser power and pulse energy
– Pulse length and shape
– Beam profile
My fascination with lasers began during my studies when I was preparing a lecture about the first laser (Rubin Laser, 1960). As a result, I specialized in laser technology, took lectures on Laser Physics and wrote my diploma thesis on Semiconductor Laser Diodes.
After my studies, I started my Laser career in sales for Laser marking systems in 1996. In order to expand my horizons of experience for laser sources and applications, I expanded to Laser measurement technology from 2002. This opened the door for me to the entire world of Laser sources from semiconductor, solid-state and fiber lasers to ultra-short pulse lasers, their properties and applications in industry and science.
My motivation
After thirty exciting years in the fields of laser material processing and laser metrology, I am now taking the liberty of dedicating myself exclusively to my favorite subject: The development and optimization of laser processes for fine machining and implementation in laser order manufacturing.
Extensive application experience and physical knowledge about the different laser types and the interaction between laser pulse and matter are the prerequisites for professional advice and effective process development.
Can your product be processed with Laser?
If a product or material can be processed with Laser depends on
1. the extent to which the laser wavelength is absorbed by the material, enabling the laser energy to be converted into heat and trigger a reaction within the material
2. which peak pulse power (pulse energy and pulse duration) is required for the desired material reaction.
For many materials, the optimal wavelength, pulse energy, and pulse duration are already known. Should there be no existing empirical data for your specific material, I conduct targeted laser and material tests to provide a qualified assessment.
For professional consultation and effective process development, it is essential to possess extensive practical experience as well as a deep understanding of the physics governing various laser types and the interaction between laser pulses and matter.
Welcome to Mann LaserApps! I look forward to working with you and your laser application!
Yours, Rainer Mann
Contact
Mann LaserApps
Engineering for Laser Applications
Holder: Dipl.-Phys. Rainer Mann
Sebastian-Kneipp-Strasse 62
72762 Reutlingen
E-Mail: mail@mann-laser.de
Phone: +49 177 20 62 106
Load my contact data to your Smart Phone with this QR code:

Send me your project or quote request. I will contact you immediately

contract manufacturing
Laser Marking
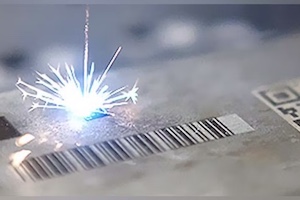
Laser Marking is the most flexible method for contactless and permanent (abrasion-resistant) marking and finishing of materials and products.
Laser Marking is the most flexible method for contactless and permanent (abrasion-resistant) marking and finishing of materials and products.

To put it simply: Two mirrors are used to move the laser beam over the material surface at high speed and with µm processing. The laser energy is adjusted so that it only results in a reaction of the material surface; this material reaction is sharply limited to the effective area of the laser beam (Fiber Laser: 40 µm).
Using Laser, any individual and varied content, such as texts, serial numbers, scan codes, logos and graphics, can be marked quickly, with high contrast and permanently.
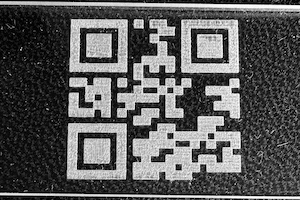
Industrial parts are usually marked with product and manufacturer data for product identification, e.g. product description, serial number, scan codes (barcode, QR code), technical symbols, manufacturer data and logo. Laser marking also serves the purpose of product refinement through value-adding, decorative, individual and artistic markings.
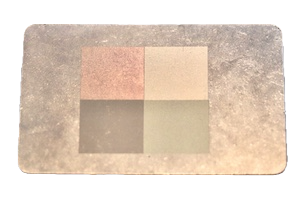
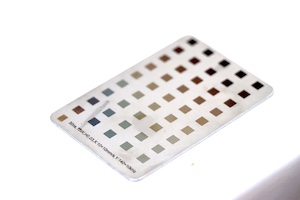
Glass Marking with Fiber Laser
Glass is transparent to the Fiber Laser: At this wavelength (1070 nm) glass does not absorb the Laser energy and therefore cannot be marked with Fiber Laser.
I have developed a method in which flat glass can be marked with Fiber Laser on the surface finely, in detail and in a material-gentle way.
See for yourself! Scan the QR code with your smart phone or the barcode (128) with a scanner app (in increased distance)! Our method also allows grayscale bitmaps to be marked on flat glass!


Metal products
Almost all metals can be marked or engraved very finely and with high contrast using a laser: Iron, steel, stainless steel, aluminum, non-ferrous metals (copper, bronze, tin, zinc, nickel) and precious metals (gold, silver). Stainless steel also has the special feature that it can be marked in temper colors.
With coated metals such as anodized aluminum, the coating can be removed very precisely and selectively and a very fine marking can be created.

Plastics products
A variety of plastics can be marked with the wavelength of the fiber laser. The marking is done by changing the color, foaming the surface with high contrast or selective coating removal.
Examples for Laser markable plastics:
contract manufacturing
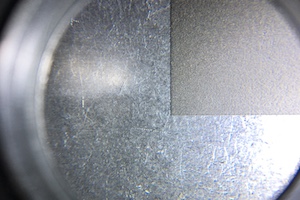
Laser Structuring
Lasers are ideal for processing metal surfaces. This involves smoothing or polishing surfaces and the surface removal of impurities (e.g. oxide layers), coatings (e.g. anodized layers) and the direct removal of material to create deep structures. We assign these applications to the following removal depths:
contract manufacturing
Laser Fine Cutting
Laser Cutting with Fiber Laser is the ideal method to cut thin metal foils with thickness < 50 µm because it is contactless and very accurate. Very little melt is produced, which is removed by the radiation pressure of the laser. There is no need for post-processing, i.e. removal of cutting burrs.
In summary: The advantages of laser fine cutting are:
Process development
Laser Processes
We develop and optimize laser processes, on behalf of customers and for our own needs. Therefore we analyze the entire laser process, i.e. laser source, material reaction and process peripherals.
Laser source
Which laser parameters can be measured? Average power, pulse energy, pulse length and beam profile (energy distribution in the beam cross section) provide essential information about the laser.
We measure and document these parameters and evaluate the results we achieve by changing these parameters.
We are investigating how strongly the laser wavelength is absorbed in the material and whether a different wavelength would be more suitable.
What reactions can be achieved on the material surface with different laser wavelengths?
These two parameters provide information about the optimal choice of laser.
Material reaction
How does the material react to the laser? We investigate the absorption behavior of the material for different wavelengths and what reactions can be achieved on the material surface.
Process peripherals
How important are protective gases, the extraction of process gases and laser cooling for the laser process? Protective gases protect the material surface from corrosion. Process gases can absorb laser power and influence the processing quality. A constant operating temperature is crucial for laser quality.


