



LaserMIKROmaterialbearbeitung
LaserMarkieren
Berührungslose und dauerhafte Kennzeichnung und Veredelung von Produkten aus
LaserStukturieren
Berührungslose Strukturierung von metallischen und beschichteten Oberflächen durch
LaserFeinschneiden

Berührungsloses Schneiden von metallischen Folien
LaserProzesse

Entwicklung und Optimierung von Laseranwendungen durch Messung und Analyse der
Über Mann LaserApps
Mann LaserApps ist ein Ingenieurbüro und Dienstleister für
mit Sitz in Reutlingen. Ich bearbeite Einzelstücke und Kleinserien in hoher Qualität mit Laser für Industrie- und Privatkunden.
Über den Gründer

Rainer Mann, Diplom-Physiker
30 Jahre Anwendungserfahrung
in:
Lasermaterialbearbeitung
– Lasermarkieren
– Laserstrukturieren
– Lasermikroschneiden
– Lasermikroschweißen
Lasermesstechnik
– Laserleistung und Pulsenergie
– Pulslänge und Form
– Strahlprofil
Meine Faszination für Laser begann während meines Studiums, als ich einen Vortrag über den ersten Laser (Rubin-Laser) ausarbeitete. In der Folge spezialisierte ich mich auf Laser und schrieb meine Diplom-Arbeit über Halbleiterlaserdioden. 1996 begann ich meine Laser-Karriere im Vertrieb für Lasermarkiersysteme. Ab 2002 erweiterte ich meinen Erfahrungshorizont um die Lasermesstechnik, was mir das Tor für die gesamte Lasertechnologie in nahezu allen Branchen öffnete. Ich lernte alles über die Eigenschaften und Anwendungen von DPSS-Laser, Faserlaser bis Ultrakurzpulslaser in Industrie und Wissenschaft.
Meine Motivation
Nach sehr spannenden 30 Berufsjahren in der Lasermaterialbearbeitung und Lasermesstechnik nehme ich mir nun die Freiheit, mich ausschließlich meinem Lieblingsthema zu widmen: Der Entwicklung und Optimierung von Laserprozessen für die Feinbearbeitung von Produkten und Umsetzung in der Laserauftragsfertigung.
Kann Ihr Produkt mit Laser bearbeitet werden?
Ob ein Produkt bzw. Material mit Laser bearbeitet werden kann, hängt davon ab
1. wie stark die Laserwellenlänge vom Material absorbiert wird, damit die Laserenergie in Wärme umgewandelt und eine Reaktion des Materials erzeugt werden kann
2. welche Pulsspitzenleistung (Pulsenergie und Pulslänge) für die gewünschte Materialreaktion erforderlich ist.
Für viele Materialien sind Wellenlänge, Pulsenergie und -länge bekannt. Sollte es für das Material Ihres Produkt noch keine Erfahrungswerte geben, führe ich gezielte Laser- und Materialtests durch, um eine qualifizierte Antwort geben zu können.
Für eine professionelle Beratung und effektive Prozessentwicklung ist es essentiell, langjährige Anwendungserfahrung und physikalisches Wissen über die verschiedenen Lasertypen und die Wechselwirkung zwischen Laserpuls und Materie zu besitzen.
Willkommen bei Mann LaserApps! Ich freue mich auf Sie und Ihre Laseranwendung!
Ihr Rainer Mann
Kontakt
Mann LaserApps
Ingenieurbüro für Laseranwendungen
Inhaber Dipl.-Phys. Rainer Mann
Sebastian-Kneipp-Strasse 62
72762 Reutlingen
E-Mail: mail@mann-laser.de
Tel.: +49 177 20 62 106
Schicken Sie mir eine Anfrage und ich nehme umgehend Kontakt mit Ihnen auf.

AUFTRAGSFERTIGUNG
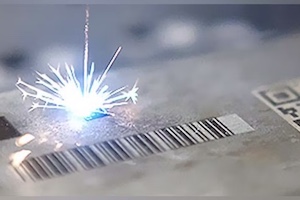
Lasermarkieren
ist die flexibelste Methode für die berührungslose und dauerhafte (abriebfeste) Kennzeichnung und Veredelung von Materialien und Produkten.

Der Laserstrahl wird mittels zweier Spiegel mit hoher Geschwindigkeit und µm-genau über die Materialoberfläche bewegt. Die Lichtenergie des Laserstrahls wird vom Material absorbiert und in Wärme umgewandelt. Die Laserenergie ist so eingestellt, dass sie nur zu einer Reaktion auf der Materialoberfläche führt; diese Materialreaktion ist scharf auf den Wirkungsbereich des Laserstrahls (Faserlaser: ca. 40 µm) begrenzt.
Mit Laser können beliebige und variierende Inhalte – Texte, Seriennummern, Scancodes, Logos und Grafiken – schnell, kontrastreich und dauerhaft markiert werden.
Üblicherweise werden industrielle Teile mit Produkt- und Herstellerdaten zur Produktidentifikation markiert, z.B. Bezeichnung, Seriennummer, Scancodes (Barcode, QR-Code), technische Symbole, Herstellerdaten und -logo. Lasermarkierung dient auch dem Zweck der Produktveredelung durch wertsteigernde, dekorative, individuelle und künstlerische Markierungen.
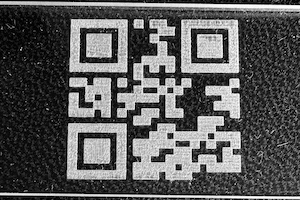
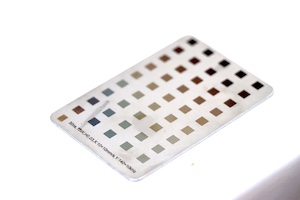
Markierung von Flachglas mit Faserlaser
Glas ist transparent für Faserlaser: Bei dieser Wellenlänge (1070 nm) absorbiert Glas keine Energie und ist daher mit Faserlaser nicht markierbar.
Ich habe eine Methode entwickelt, bei der Flachglas mit einem Faserlaser auf der Oberfläche sehr fein, detailliert und materialschonend markiert werden kann!
Glas wird bisher hauptsächlich mit CO2-Laser bearbeitet, da Glas dessen Wellenlänge von 10600 nm sehr gut absorbiert. Diese Vorteile bieten Faserlaser gegenüber CO2-Laser:
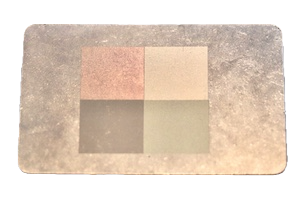
Überzeugen Sie sich selbst! Scannen Sie den QR-Code oder Barcode (128) mit Ihrem Smart Phone! Unsere Methode ermöglicht auch die Markierung von Graustufen-Bitmaps auf Flachglas!


Metallprodukte
Nahezu alle Metalle können mit Laser sehr fein und kontrastreich markiert oder graviert werden: Eisen, Stahl, Edelstahl, Aluminium, Buntmetalle (Kupfer, Bronze, Zinn, Zink, Nickel) und Edelmetalle (Gold, Silber). Edelstahl besitzt darüber hinaus die Besonderheit, dass es in Anlassfarben markiert werden kann.
Bei beschichteten Metallen wie z.B. eloxiertem Aluminium kann die Beschichtung sehr präzise und selektiv abgetragen und eine sehr feine Markierung erzeugt werden.

Kunststoffprodukte
Eine Vielzahl von Kunststoffen kann mit der Wellenlänge des Faserlaser markiert werden. Die Markierung erfolgt durch Farbänderung, kontrastreiches Aufschäumen der Oberfläche oder selektiven Abtrag einer Beschichtung.
Beispiele für lasermarkierbare Kunststoffe:
AUFTRAGSFERTIGUNG
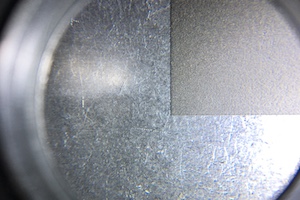
Laserstrukturieren
Laser eignen sich hervorragend für die Bearbeitung von metallischen Oberflächen. Dabei geht es um das Glätten bzw. Polieren von Oberflächen und den flächigen Abtrag von Verunreinigungen (z.B. Oxidschichten), Beschichtungen (z.B. Eloxalschichten) und den direkten Materialabtrag zur Erzeugung von Tiefenstrukturen. Wir ordnen diese Anwendungen folgenden Abtragtiefen zu:
AUFTRAGSFERTIGUNG
Laserfeinschneiden
Das Laserschneiden erfolgt berührungslos und ist wegen des feinen Laserstrahles und der exakten Strahlführung präzise. Dies ist entscheidend beim Laserschneiden von dünnen Metallfolien mit Dicke < 50 µm sehr leicht verformt und beschädigt werden können.
Beim Laserschneiden von dünnen Metallfolien fällt sehr wenig Schmelze an, die durch den Strahlungsdruck des Lasers entfernt wird. Eine Nachbearbeitung, d.h. Entfernung von Schneidgraten, entfällt.
Zusammengefasst sind die Vorteile des Lasermikroschneidens:
Prozessentwicklung
Laserprozesse
Wir nutzen unsere langjährige Erfahrung für die Entwicklung und Optimierung von Laserprozessen im Kundenauftrag und für den Eigenbedarf. Dazu analysieren wir den gesamten Laserprozess, Laserquelle, Materialreaktion und Prozessperipherie.
Laserquelle
Welche Laserparameter sind messbar? Mittlere Leistung, Pulsenergie, Pulslänge und Strahlprofil (Energieverteilung im Strahlquerschnitt), geben wesentlichen Aufschluss über den Laser.
Wir messen und dokumentieren diese Parameter und bewerten die Ergebnisse, die wir durch Änderung dieser Parameter erzielen.
Wir untersuchen, wie stark die Laserwellenlänge im Material absorbiert wird und ob eine andere Wellenlänge besser geeignet wäre.
Welche Reaktionen können mit verschiedenen Laserwellenlängen auf der Materialoberfläche erzielt werden?
Diese beiden Parameter geben Aufschluss über die optimale Laserwahl.
Materialreaktion
Wie reagiert das Material auf den Laser? Wir untersuchen das Absorptionsverhalten des Materials für verschiedene Wellenlängen und welche Reaktionen auf der Materialoberfläche erzielt werden können.
Prozessperipherie
Welche Bedeutung haben Schutzgase, die Absaugung der Prozessgase und die Laserkühlung für den Laserprozess? Schutzgase schützen die Materialoberfläche vor Korrosion. Prozessgase können Laserleistung absorbieren und beeinflussen die Bearbeitungsqualität. Eine konstante Betriebstemperatur ist entscheidend für die Laserqualität.


